
Таблица температур пайки для полипропиленовых труб

Чтобы устраиваемые коммуникации, выполненные из пластиковых материалов, служили долго, очень важно правильно определиться с температурой пайки полипропиленовых элементов. При устройстве разводок трубопроводов водяных магистралей и отопления на основе полипропилена очень важно в точности выдержать необходимые температурные и временные значения при проведении работ по сварке труб. Если будут допущены отклонения от рекомендованных показателей, то существует риск образования повреждения на участках соединения. Другим негативным следствием этого может стать ухудшение циркуляции жидкости по трубам.
Подбор видов пайки
При работе с трубами сечением до 63 мм чаще всего выбор останавливают на методе пайки, предусматривающем использование таких элементов, как муфты и раструбы. Примечательно, что в обоих случаях обязательным является применение такого дополнительного компонента, как муфты. Если соединяемые элементы превышают в диаметре 63 мм, то чаще всего используют стыковой метод.
Если значение диаметра не превышает 40 мм, то такие трубы сваривают с применением электросварочного портативного агрегата. Если сечение конструкции превышает 49 мм, то работы по соединению элементов проводят с применением прибора, имеющего центрическую конструкцию.
При соединении полимерных элементов применяют метод нагрева, осуществляемый при помощи насадок сварного агрегата.
Если выбор был остановлен на раструбном методе, то вначале необходимо провести подготовительные мероприятия:

Необходимо взять электропаяльник, с помощью которого будут свариваться диэлектрические трубы, и разместить его на гладкой поверхности. Далее в нём необходимо зафиксировать вставные нагреватели подходящего размера, используя специальные ключи. Следует позаботиться о наличии в агрегате соответствующих насадок до того, как приступить к его нагреву;- Начинают настраивать аппарат путем выбора подходящей температуры для соединения полипропиленовых труб.
Недопустимым считается, если при соединении электрических изделий температура наружного воздуха не соответствует оптимальному режиму. Этому моменту необходимо уделить особое внимание. Если в летний период и на улице наблюдается сильный зной, то необходимо снизить продолжительность нагрева компонентов. В обратной ситуации, когда температура наружного воздуха является пониженной, то нагревать соединяемые элементы следует дольше обычного. Чтобы определиться с подходящей температурой для сварки труб, важно принимать во внимание все нюансы.
К первой сварке приступают по истечении 5 минут с момента, когда сварочный агрегат был включён для разогрева. В то же время, когда очередной процесс сварки с использованием электросварочного агрегата будет завершён, необходимо удалить с его рабочих поверхностей частицы пластика.
Влияние температуры на процесс муфтовой стыковки ПП труб и фитингов
Если говорить об особенностях соединения полипропиленовых труб, то обязательной процедурой, которая предваряет пайку, является нагрев элементов до определенной температуры. Соблюдение этого условия позволяет придать пластическим массам стыкуемых элементов достаточную эластичность. Закончив работу по пайке полипропиленовых труб, можно наблюдать такое явление, как диффузия молекул полипропилена. Иными словами, структура сваренных элементов изменяется на молекулярном уровне, поэтому после отвердевания материала пластические массы на участке стыка обретают крепкие связи.
Выбранный температурный режим является одним из ключевых факторов, от которого зависит прочность соединяемых поверхностей полипропиленовых труб. Если температура нагрева оказалась недостаточной, что чаще всего это заканчивается тем, что в процессе пайки не удается обеспечить достаточный диффузионный процесс. В результате молекулы тела трубы и фитинги не состоянии добраться до сопрягаемых участков, что негативным образом сказывается на качестве соединения. Под воздействием нагрузок пайка разрушается или же через короткий промежуток времени в используемой конструкции наблюдается течь.
Если же соединяемые элементы будут перекрыты, то можно столкнуться с критической деформацией тела элементов. На фоне этого сваренные детали лишаются своей геометрии или может образоваться наплыв чрезмерного валика во внутреннем сечении. Следствием этого становится уменьшение диаметра внутреннего отверстия изделия на участке сварки.
Особенности подбора температуры
При работе с полипропиленовыми трубами важно в области стыковки обеспечить нагрев до уровня 255-265 градусов Цельсия. При выборе температурного режима необходимо обращать внимание и на ряд дополнительных параметров:
- диаметр;
- температура окружающей среды;
- продолжительность нагрева.
На практике удается наблюдать прямую зависимость между диаметром соединяемых элементов и продолжительностью их разогрева.
Особое внимание необходимо уделять увеличению температуры наружного воздуха. Это связано с тем, что при проведении монтажных работ обязательно образуются небольшие перерывы, связанные с необходимостью извлечения элементов от нагревательного сварочного агрегата и выполнения их муфтовой стыковки. Чтобы свести к минимуму эффект, вызываемый остыванием при низких температурах изделия, желательно подвергать конструкции из полипропилена нагреву в течение более длительного времени. В качестве рекомендуемого промежутка следует выбирать 2-3 секунды, причем в отдельных случаях этот вопрос решается опытным путем.
Также необходимо быть очень осторожным при выборе для нагревательного устройства температурного режима выше отметки 270 градусов Цельсия на фоне относительно небольшого периода нагрева. При пайке полипропиленовых труб с такими параметрами возникает риск того, что верхние слои материала буквально через мгновение разогреются до высоких температур, а при этом основное тело будет прогрето недостаточно. Выполнение стыковки в подобных условиях может привести к образованию чересчур тонкой прозрачной пленки.
Инструкции нагрева, значение времени воздействия
Решая вопрос с параметрами нагрева соединяемых полипропиленовых труб, необходимо обращать внимание на диаметры деталей, которые можно узнать из соответствующей таблицы. Причем в зависимости от того, какие размеры имеет полипропиленовая труба, необходимо менять продолжительность нагрева, оставляя неизменной заранее выбранную температуру на нагревательном элементе. Чтобы обеспечить высокую надежность муфтового стыка, необходимо соблюдать следующие критерии:
- продолжительность нагрева;
- время, в течение которого должен быть зафиксирован стык;
- продолжительность паузы, по истечении которой допускается продолжить операцию по сварке соединяемых элементов.
Факторы, способные повлиять на качество работ

Среди нюансов, которые необходимо учитывать при создании сварного соединения полипропиленовых труб, следует выделить необходимость изготовления сварочного пояса, который должен иметь оптимальную длину. Чаще всего он имеет тот же размер, что и глубина цилиндрических насадок, которые используются на нагревательном элементе сварочного оборудования. Чтобы обеспечить необходимый размер стыка, необходимо основательно закрепить полипропиленовую трубу на теле элемента.
В тех случаях, когда сварка выполняется в условиях отрицательных температур, желательно использовать теплый материал, для чего его перед проведением работ следует подержать в теплом помещении в течение некоторого времени.
Перед проведением работ сварочный агрегат необходимо прогреть до температуры 283 градусов Цельсия, причем точный режим определяется с учетом температуры окружающей среды. Действуя подобным образом, можно предотвратить возникновение значительных потерь тепла в момент, когда соединяемый элемент будет доставляться от аппарата к участку, где должно быть выполнено соединение. Для определения оптимальной величины нагрева и его продолжительности проводят предварительный нагрев, каждый раз корректируя указанные показатели на одну — две секунды.
Некоторые особенности выдержки теплового режима
Во время разработки проекта полипропиленового трубопровода нужно учесть особенности последующего пошагового монтажа. Нежелательно размещать сварочное оборудование слишком далеко от места, где будет создаваться соединение с участием нагреваемых элементов. В некоторых случаях могут быть допущены ошибки, из-за которых сложно обеспечить непосредственный доступ к месту сварки.
В подобном случае не остается ничего другого, как производить нагрев элементов на большом расстоянии от аппарата. Все это приводит к появлению потерь тепла в тот момент, когда свариваемые элементы доставляются к месту их соединения, где приходится тратить время на точное размещение на участке муфтового стыка. Если пренебречь этими нюансами, то часто не удается обеспечить достаточную прочность шву.
Если сварка будет осуществляться не в том порядке, то следствием этого станет невозможность создания завершающего стыка. Подобное может случиться из-за того, что между элементами недостаточно пространства, чтобы вставить туда нагревательный элемент. В подобных ситуациях следует избегать деформации места на трубопроводе, чтобы добиться большей ширины зазора. Решив создать более удобные условия для размещения аппарата на участке будущего стыка, можно ухудшить привлекательный вид коммуникаций, а вдобавок к этому есть вероятность возникновения статического напряжения отдельных участков системы.
Заключение
Процесс сварки полипропиленовых труб предусматривает множество нюансов, среди которых одним из главных является правильный выбор температуры нагрева свариваемых элементов. Необходимо помнить, что продолжительность нагрева может не только повлиять на качество соединения, но и изменить внешний вид самой инженерной системы. По этой причине важно уделить внимание всем особенностям, которые должны быть учтены при проведении пайки элементов трубопровода.
Причем выбранная температура зависит не только от размеров свариваемых элементов, но и от условий, в которых будут выполняться работы по пайке изделий. Пренебрежение одним и тем более несколькими нюансами может негативно повлиять на работы всей системы. Причем в некоторых случаях это может даже привести к появлению аварийных ситуаций.

Селезнёв Геннадий Антонович
Пайка полипропиленовых труб своими руками: технология, инструкция, видео

Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими видами пластиковых труб. Процесс соединения является одинаковым для любых ПП труб, за исключением армированных, которые имеют свои особенности при монтаже. Простота и доступность этого вида работ позволяет осуществлять ее самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При монтаже труб из полипропилена вы можете использовать один из трех основных типов соединения:
Рассмотрим более подробно все три вида соединений ПП труб: их особенности, основные преимущества и недостатки.
Диффузионная сварка при помощи электропаяльника

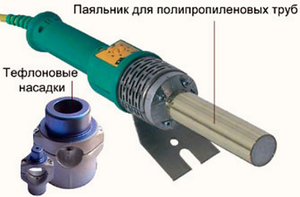
При данном способе соединения труб используется разнообразная доборная арматура и специальный электронагревательный аппарат (паяльник).
Он поставляется вместе с набором съемных парных насадок. размеры которых соответствуют наружным диаметрам труб и внутренним диаметрам соединительных элементов.
О самом популярном диаметре труб и о других характеристиках изделий из полипропилена читайте здесь .
Пара насадок закрепляется на термонагревательном элементе электропаяльника и с его помощью подогревается до температуры 260°С. В разогретые насадки на несколько секунд вставляются соединительные детали. За счет этого происходит нагревание и частичное расплавление контактируемых с насадками поверхностей полипропиленовых элементов.
После этого труба и доборный элемент быстро извлекаются из насадок и вставляются друг в друга. В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После остывания они образуют полностью монолитное соединение.
Преимущества данного способа:
- легкий процесс пайки;
- низкая стоимость доборных элементов;
- небольшая стоимость электропаяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб является самой распространенной при самостоятельном монтаже в домашних условиях.
Соединение труб с использованием электрофитингов

Электрофитинги представляют собой различные соединительные элементы особой конструкции, внутри которых имеются встроенные электронагреватели с выходящими наружу контактами.
При монтаже трубы вставляются и неподвижно фиксируются в электрофитинге. К наружным контактам электрофитинга с помощью проводов подключается сварочный аппарат, подающий на него электропитание в заранее установленном автоматическом режиме на определенное время.
В результате работы встроенного электронагревателя происходит частичное расплавление внутренней поверхности электрофитинга и пайка ПП трубы с соединительным элементом.
Преимущества этого способа:
- быстрый и технологически простой процесс сваривания труб.
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайку труб из полипропилена с электрофитингом используют строительные фирмы при выполнении больших объемов работ. В домашних условиях этот способ практически не применяют .
Холодная сварка
Холодная сварка труб осуществляется при помощи специального клея. Он имеет особый состав, который размягчает наружные поверхности соединяемых элементов.
Для этого места соединений предварительно обезжириваются, затем на них наносится слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и выдерживаются в течение определенного времени.

Поучившиеся соединение труб методом холодной сварки не уступает по прочности диффузионной термической спайке .
- простая технология, не требующая покупки электронагревательного оборудования.
- такой способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Для отопления и ГВС его применять не рекомендуется.
Как правильно паять полипропиленовые трубы
Учитывая, что электрофитинги и холодная сварка в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самостоятельной сварки полипропиленовых труб при помощи электропаяльника.
Инструменты и материалы
Для работы нужно подготовить:
- специальный электропаяльник с комплектом насадок соответствующего диаметра;
- специальный роликовый резак (трубные ножницы) или пилу;
- напильник или острый нож для удаления заусенцев на торцах труб;
- измерительную рулетку или линейку;
- маркер или мелок для нанесения отметок на соединяемые детали;
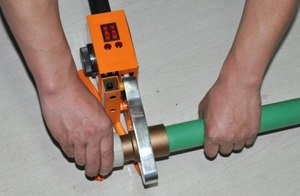
- монтажное приспособление для пайки труб диаметром более 40мм.
Кроме самих ПП труб и соединительной арматуры также понадобится х/б ветошь и жидкость для обезжиривания поверхностей греющих насадок (ацетон, спирт и т.п.).
Таблица параметров и времени сварки
Чтобы обеспечить наилучшее качество соединений, нужно соблюдать определенные правила. Значение параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающего воздуха.
Температура пайки труб: 260 градусов.
Наружный диаметр, мм
Посадочная глубина, мм
Пайка полипропиленовых труб: обзор нюансов технологии сварочных работ
Пластиковые трубы благодаря своей демократичной стоимости и простоте соединения заняли лидирующие позиции в монтаже водопроводных и даже тепловых сетей. Несмотря на то, что эти конструкции менее прочные и долговечные, чем металлические, многие предпочитают именно их, собираясь поменять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, поскольку пайка полипропиленовых труб позволяет создать прочное и надежное соединение буквально за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, использующийся для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции предназначены для длительной эксплуатации. Производитель гарантирует 50 летний срок службы сооружений.
Это действительно возможно при условии, что эксплуатироваться трубопроводы будут в условиях предусмотренного инструкцией давления и температуры. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот – высокую температуру жидкости при низком давлении.
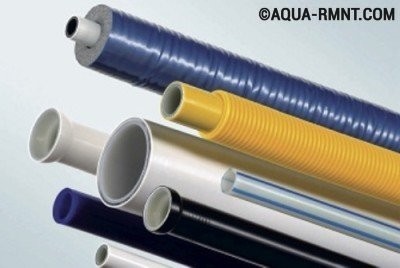
Все полипропиленовые трубы можно разделить на четыре категории
Трубы из полипропилена выпускаются четырех цветов, что не означает ограничений в использовании за исключением черных, которые производятся наиболее защищенными от уф-излучения. Конструкции применяются в системах водоснабжения и отопления, возможно их соединение с металлическими сооружениями. Могут использоваться в трубопроводах всех типов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 – вариант с тонкими стенками. Применяется для теплых полов, чья температура не выше 45С или для разводки холодной воды.
- PN 16 – используется для организации холодного водоснабжения в системах с высоким давлением или в отопительных трубопроводах с низким давлением.
- PN 20 – труба универсальная, может применяться как для горячего, так и холодного водоснабжения, где температура не выше 80С.
- PN 25 – конструкция армируется алюминиевой фольгой. Используется для центрального отопления и подведения горячей воды температурой не выше 95С. Могут применяться для подключения металлического трубопровода к пластиковому.
Подготовка к сварке + нюансы процесса
В руководствах, которые описывают технологию пайки, указывается, что конструкции диаметром менее 63 мм обычно соединяют методом раструбной сварки. В местах стыков труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них наиболее надежным.
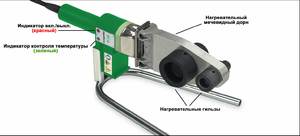
Осуществляется пайка труб из полипропилена при помощи ручного сварочного аппарата, который в народе называют утюгом. Для деталей с диаметром больше 40 мм специалисты рекомендуют использовать приборы с центрирующими приспособлениями, несколько более сложными в работе. Сварочные аппараты снабжены специальными съемными насадками для труб. Они представляют собой нагревательные элементы, выполненные в виде гильзы для оплавления наружной части трубы или дорн для разогрева внутренней поверхности детали.

Ручной аппарат для сварки полипропиленовых труб
Размеры диаметров насадок варьируются от 14 до 63 мм. Нагревательные элементы покрываются тефлоном, антипригарным материалом. В процессе сварки нужно обязательно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовой ветошью. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Порядок проведения работ
Рекомендуемая технология пайки полипропиленовых труб предполагает несколько этапов.
Этап #1 — подготовка сварочного аппарата
Прибор должен быть установлен на ровную поверхность так, чтобы он был легкодоступен. Перед началом работ нужно определить, трубы каких диаметров предстоит паять и приготовить нужные нагревательные элементы. Конструктивные особенности прибора позволяют использовать сразу несколько насадок.
Рекомендуется установить все, что нужно до разогрева прибора. Аппарат разогревается равномерно, поэтому место расположения нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет наиболее удобно для работы. Для установки насадок пользуются специальными ключами. На контрольной панели прибора выставляется нужная температура, для полипропиленовых труб это 260°. Аппарат включается и разогревается, что занимает примерно 10-15 мин.
При отрицательных температурных значениях сварка запрещена. Кроме того время пайки полипропиленовых труб зависит от температуры в помещении: в жару оно сокращается, в холод – увеличивается.
Этап #2 — подготовка трубы
При помощи трубореза или специальных ножниц деталь обрезается под прямым углом. Место среза очищается и вместе с фитингом обезжиривается при помощи мыльного или спиртового раствора. Детали хорошо просушиваются. Если работы проводятся с трубами марки PN 10-20, можно выполнять сварку. Если с PN 25, нужно дополнительно зачистить верхние слои алюминия и полипропилена. Выполняется работа с помощью шейвера точно но на глубину сварки, которую можно определить по величине насадки сварочного аппарата.

Резать полипропиленовую трубу нужно только под прямым углом
Этап #3 — разогрев деталей
Элементы надеваются на насадки аппарата нужного диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, а фитинг устанавливается на дорн. Время нагрева деталей строго выдерживается. Для каждого типа труб оно разное, значения можно посмотреть в специальной таблице.
Этап #4 — сваривание элементов
Разогретые детали снимаются с аппарата и уверенным быстрым движением с соблюдением соосностей элементов соединяются друг с другом. Соединяя детали их нельзя проворачивать по оси или изгибать. Так же нужно строго следить за тем, чтобы труба вошла на глубину, определенную внутренней границей раструба фитинга.

Детали разогреваются строго определенное время
Этап #5 — охлаждение соединения
Разогретым деталям необходимо дать остыть, особенно это важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к запаиванию внутреннего просвета трубы. После полного остывания детали необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Видео-пример проведения паяльных работ
Также, весь этот процесс можно наблюдать в данной видео-инструкции:
Рекомендации, как паять трубы из полипропилена, достаточно просты. Справиться с этой работой можно самостоятельно. Опытные сварщики предлагают новичкам выполнить пайку первой детали, остудить ее и разрезать, чтобы убедиться, что все выполнено правильно. Если же есть ошибки, они будут сразу заметны. Таким образом можно достаточно быстро научиться выполнять надежные соединения полипропиленовых труб, что безусловно пригодится в процессе монтажа или ремонта трубопроводов.







